

Mechanical Automation Engineer
Put simply—if you run a plant where it is impossible to get below 10 ppm sulfur content in the diesel fuel, you are not allowed by law to put it on sale in this environment.
It goes without saying that meeting Euro V and Euro VI emission standards is now mandatory for surviving in business—this is not an objective anymore, but a must for independent plants.
For many years, there was only one solution to desulfurization—Hydrodesulfurization. It’s what oil companies use, and it works well, but installing a traditional Hydrodesulfurization block at a medium and large-sized plant is a nightmare for any businessman. Hydrodesulfurization forces you to deal with a whole bunch of difficult issues related to high pressure and the constant need to buy expensive hydrogen.
If you manage an independent plant or consider investing money into one, here’s your chance to find out about the pros and cons of traditional hydrogenation and other alternative diesel desulfurization technologies.
Decoding Conventional Hydrodesulfurization
This method is a tried-and-tested, high-temperature-high-pressure catalytic reaction that seeks to break down organosulfurs from hydrocarbon streams. In a typical Hydrodesulfurization system, the raw diesel is blended with highly pure hydrogen gas, heated up inside a furnace at temperatures between 300 and 400 degrees centigrade, and passed through a reactor containing a solid transition metal catalyst, usually cobalt-molybdenum or nickel-molybdenum based on alumina support.
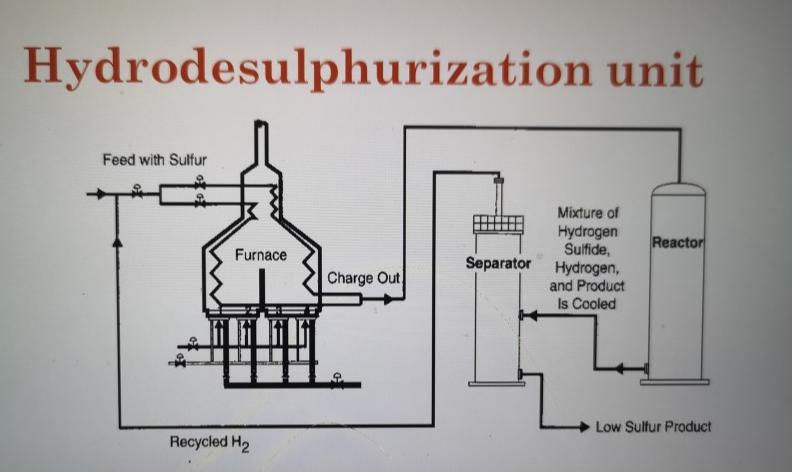
The process forces hydrogen gas to interact with organic sulfur compounds and breaks down the C-S bond to produce stable hydrocarbons and H2S gas.
Hydrodesulfurization is already a well-known, high-temperature, high-
The effluent is directed into a high-pressure separator where H2S gas and excess hydrogen will be stripped out. Then, the sour gas needs to pass through an amine absorption column to collect the H2S for conversion into elemental sulfur using a Claus process.
For an independent and large-scale industrial facility, there are three major limitations of using a standard Hydrodesulfurization block.
- Hydrodesulfurization Hydrogen Supply Issue: Hydrodesulfurization calls for a constant supply of pure hydrogen gas. In the absence of an in-house SMR plant, a plant will have to source hydrogen from tanks, which is very expensive and thus greatly increases OPEX costs.
- High-Pressure Safety Issues: Running Hydrodesulfurization equipment at 3.0 to 10.0 MPa pressure with flammable hydrogen gas needs particular metallurgy expertise, explosion-proof zone design, and safety interlocks. This adds another layer of complication while obtaining environmental permits.
- CAPEX Prohibitions: Cost associated with acquisition of high-pressure compressors, hydrogen recycle systems, and gas sweeteners make Hydrodesulfurization unaffordable when a refinery throughput falls below 50,000 BPD.
Advanced Alternative Desulfurization Frameworks
In order to circumvent problems of cost associated with hydrogen delivery systems, contemporary alternative diesel desulfurization processes are conducted at either low or atmospheric pressures and without gas-phase reduction cycles. Such processes are designed to provide optimal capital efficiency for stand-alone, mid-sized to larger-scale industrial plants.
Oxidative Desulfurization
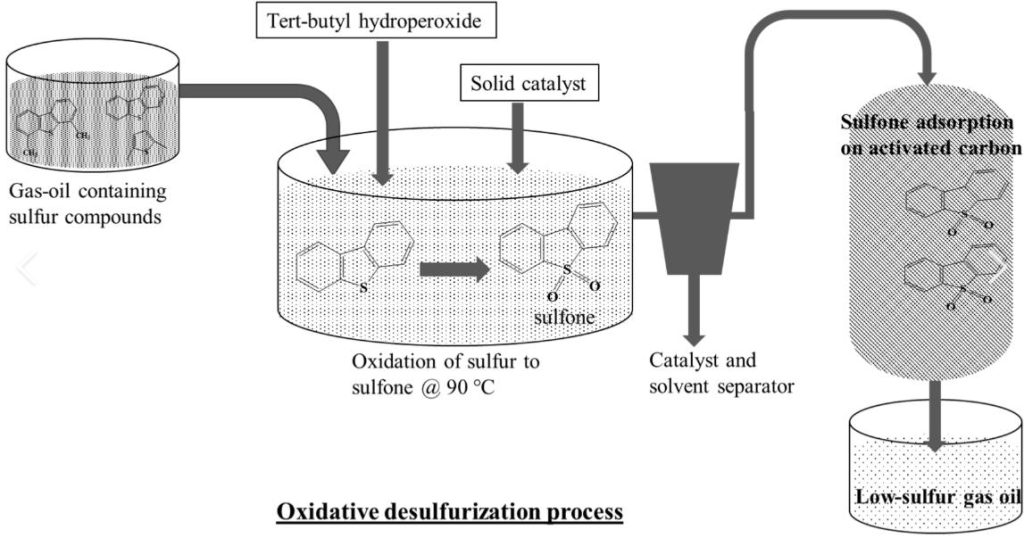
The principle of Oxidative Desulfurization lies in utilizing the peculiar nature of complex aromatic sulfur compounds, like dibenzothiophenes (DBTs), which are not susceptible to low-pressure hydrogenation due to their inherent properties. This is a two-step chemical procedure, which:
| Stage | Process Phase | Operational Action & Mechanism |
| Stage 1 | Catalytic Oxidation | Feedstock is mixed with a liquid oxidant (e.g., hydrogen peroxide) and a transition-metal catalyst at mild parameters (under 100 degrees Celsius, less than 0.2 MPa) to convert non-polar thiophenes into highly polar sulfones. |
| Stage 2 | Polar Extraction | The mixture moves to a separation block where sulfones are removed via liquid-liquid extraction using a recyclable polar solvent (such as acetonitrile) or captured via a solid adsorption bed. |
Advanced Non-Hydro Catalytic Cracking/Adsorption
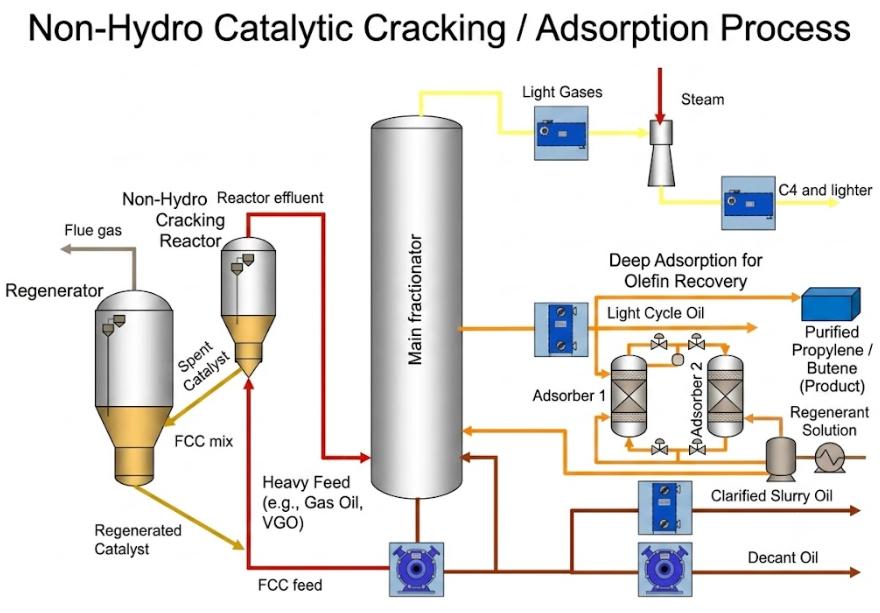
Through this method, no dependency on hydrogen exists due to the use of specially designed composite porous catalysts that can either extract or break sulfur molecules directly through the process occurring in a liquid-loop phase reaction. In comparison to reduction of gases, the process adopts a chemisorption technique in which:
- Affinity Binding: The stream of diesel goes through specially designed reactors containing solid or liquid phase catalysts that operate under relatively low temperature ranges (200°C – 320°C) and low pressure values (below 0.5 MPa). These catalytic molecules then attract the sulfur molecules existing in hydrocarbon ring molecules.
- Selective Cleaving: After binding, cleavage of sulfur-carbon bonds occurs without affecting the integrity of paraffin and aromatic molecules.
- Sulphur Slurry Recovery: The resultant sulfur gets either attached to the solid phase crystalline structure or is released as heavy slurry through mechanical separation.
Comparative Matrix Table
The selection of a desulfurization system will hinge upon balancing resource availability with regional regulatory risk. Conventional Hydrodesulfurization is dependent on gas-phase kinetics, thus requiring constant hydrogen supply along with high-pressure considerations.
In contrast, other systems operate through liquid-phase chemistry at moderate temperatures, thus not needing any specialty metals or gas circuits. This dramatically reduces the bar of entry for facilities that deal with inconsistent waste oils.
| Metric | Conventional Hydrodesulfurization | Alternative Systems (ODS/Non-Hydro) |
| Utilities | High-purity H2 gas loop | Standard electrical/steam heating |
| Pressure | High Hazard: 3.0–10.0 MPa | Low Risk: Less than 0.5 MPa |
| Feedstock | Strict straight-run refinery streams | High tolerance (pyrolysis/waste oil) |
| Economics | Extreme CAPEX; volume-dependent | Scalable CAPEX; rapid asset ROI |

Which Technology System Fits Your Profile?
The choice of either of the two options depends completely on the infrastructural set-up of your facility, its capital set-up, and its feedstock policy.
Profile A: The Mega-Scale Petrochemical Complex
Your company, if it operates a grass-roots crude oil refining plant that refines over 50,000 barrels per day, which also operates an active steam cracking or reforming block generating very large quantities of waste hydrogen, and whose corporate setup involves heavy investments for the long haul, you should definitely go with Conventional Hydrodesulfurization.
Profile B: The Independent Refinery or Waste Oil Recycling Plant
If you run a medium-to-large-scale industrial facility, an EPC-driven fuel upgrade project, or a waste lubricant recycling plant, the decision metrics shift completely.
When your goals are maximizing immediate return on investment, avoiding high-pressure hydrogen logistics, and processing diverse feedstocks—such as recycled lube oil distillates or pyrolytic diesel—advanced alternative desulfurization machines offer the superior engineering and financial balance.
By stripping out the hydrogen requirement and high-pressure architecture, these systems allow independent producers to meet strict Euro V/VI less than 10ppm sulfur mandates at a fraction of the cost, ensuring immediate market compliance and sustainable long-term profitability.
While Hydrodesulfurization suits mega-scale petrochemical blocks, alternative desulfurization machines offer independent operators the most viable, high-ROI pathway to achieve strict Euro V/VI compliance under 10 ppm sulfur thresholds.
